نوید آبادانی Navidabadani.ir
وبلا گ متعلق به شرکت نوید ابادانی استنوید آبادانی Navidabadani.ir
وبلا گ متعلق به شرکت نوید ابادانی است
Thickness range for performance qualification (welder qualification test)
ASME BPVC Section IX has provided guidelines for the thickness range up to which a welder can weld. This can be found in Table – QW 452.1(b) of ASME BPVC Section IX. A simplified version of that table is given below;
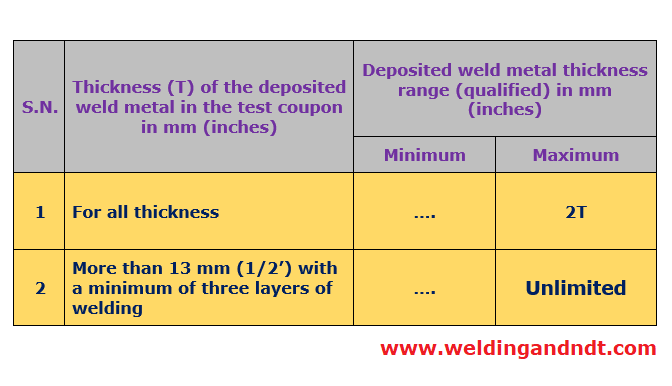
According to this table, three important points can be drawn
- The maximum thickness which a welder can weld is 2T, where T is the thickness of the deposited weld metal on the test coupon by that welder
- There are no criteria for minimum thickness
- If a welder deposits weld metal of thickness 13 mm or more (with a minimum of three layers) then he/she qualifies for an unlimited thickness, but the maximum thickness which the welder can weld shall not be more than that specified in the WPS range
For the range of outside diameter of pipes (Groove weld) for which a welder can weld is also provided in ASME BPVC Section IX. The table which we have to refer to for this is QW 452.3. A simplified version of that table is given below;
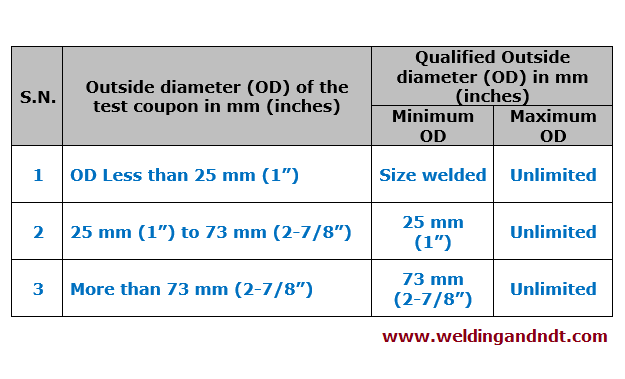
From the above table we can conclude that;
- If the outside diameter of the test coupon is less than 25 mm (or 1 inch) then the minimum outside diameter for which the welder gets qualified is the same that of the test coupon and the maximum outside diameter which he can weld is Unlimited
- For outside diameter, 25 mm (or 1 inch) to 73 mm (or 2-7/8 inch), the minimum Outside diameter for which the welder gets qualified is 25 mm (or 1 inch) and the maximum outside diameter which he can weld is Unlimited
- If the outside diameter of the test coupon is more than 73 mm (or 2-7/8 inch) then the minimum Outside diameter for which the welder gets qualified is 73 mm (or 2-7/8 inch) and the maximum outside diameter which he can weld is Unlimited
- One very important point can be observed from this table that ASME BPVC has not given any limitation for the maximum outside diameter, there is the only restriction for the minimum outside diameter of the pipe which a welder can weld
Thickness range for procedure qualification (Procedure qualification record)
To qualify a proposed Welding procedure specification (PWPS), we need to carry out the procedure qualification which includes the following steps;
- Preparation of test coupon
- welding of test coupon and
- sending it to the lab for destructive test
During the welding of the test coupon, all real-time data is recorded and after a satisfactory lab test report, the welding procedure specification (WPS) gets qualified. It is also called as procedure qualification and all the real-time welding data along-with the lab test report is known as Procedure qualification record (PQR)
Now, we have a thickness limit for procedure qualification too. It means that a particular welding procedure specification (WPS) gets qualified for a particular thickness range and if we have to weld beyond that thickness range then we need a new WPS and procedure qualification
The thickness range for which a Welding procedure specification (WPS) gets qualified is given in ASME BPVC section IX Table QW 451.1. A simplified version of that table is given below;
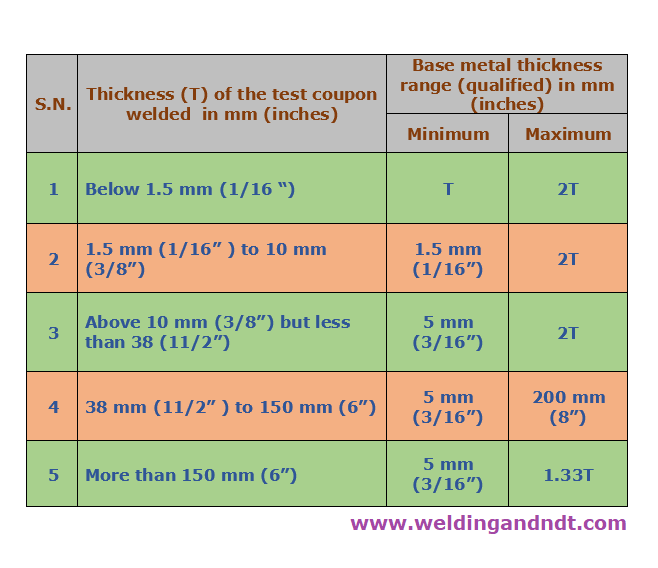
From the above table, one can easily find out the thickness range for which a Welding procedure can be qualified or a welding engineer can prepare a welding procedure specification (WPS) accordingly
One important point to be noted that for performance qualification (welder qualification) the thickness which is considered is that of the deposited weld metal but in the case of procedure qualification, it is the thickness of the test coupon which is considered


























